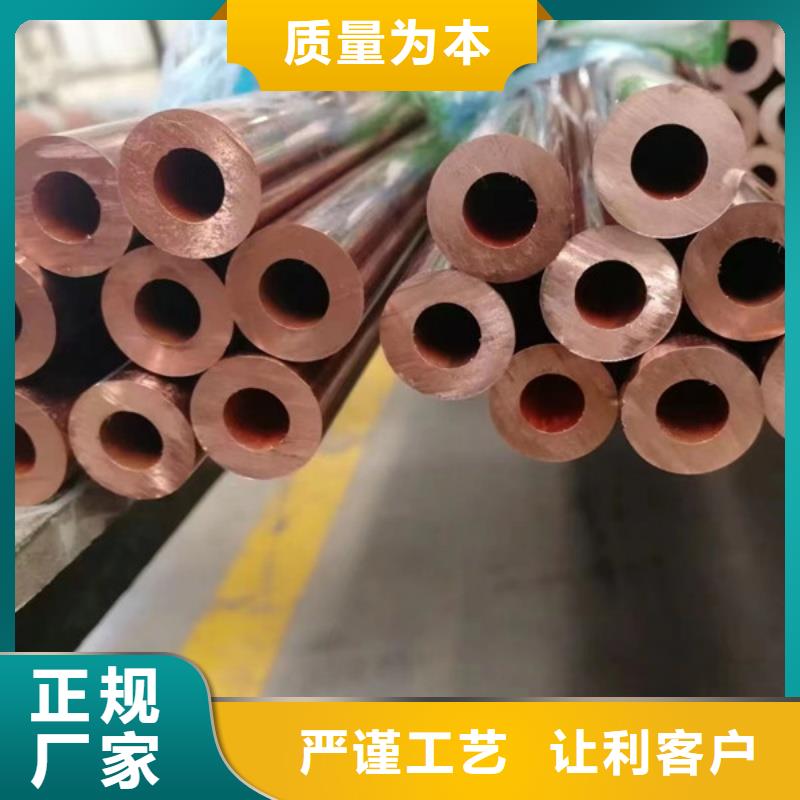
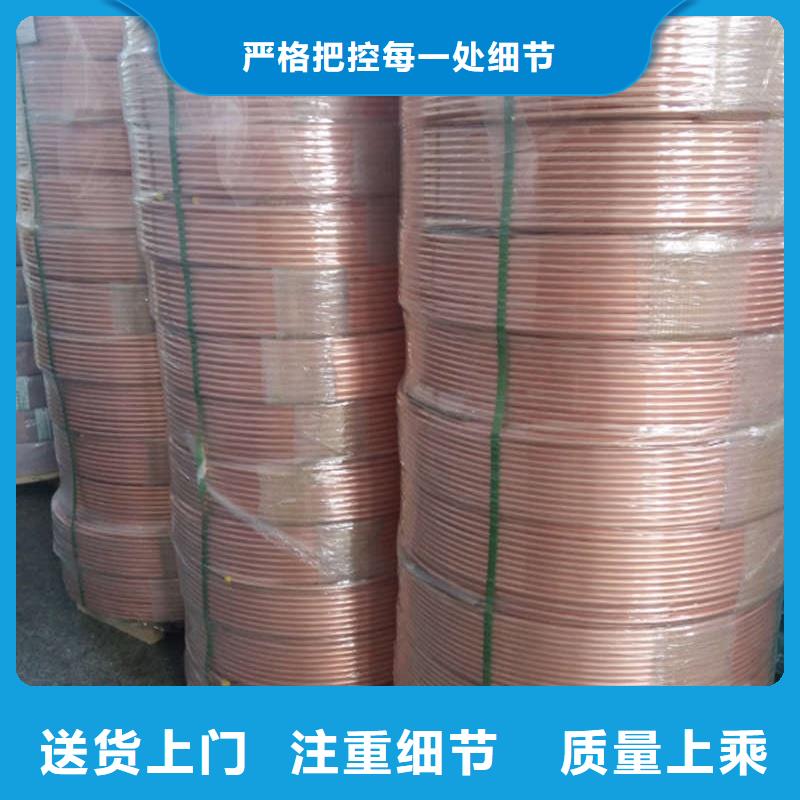
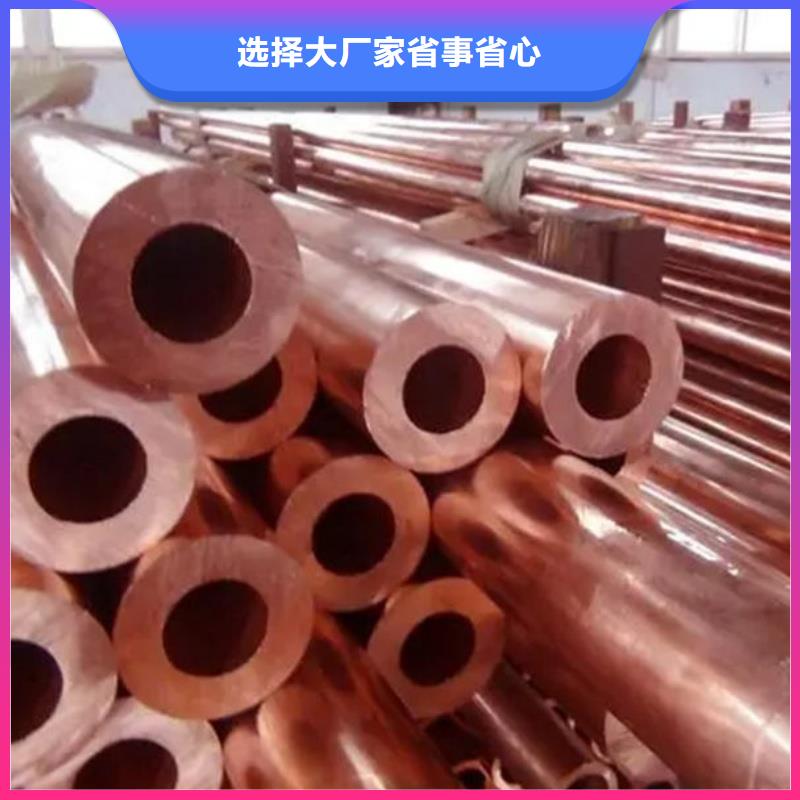
宜发铜铝材有限公司从事 马鞍山 本地 紫铜管专注质量产品研发与制造多年,积累了丰富的 马鞍山 本地 紫铜管专注质量行业经验,为客户提供独到的解决方案,以诚信、实力和产品质量获得业界的认可!
自有厂家多年马鞍山经验质量值得信赖
马鞍山品质优良贴心服务用质量打造市场口碑
规格种类多样马鞍山可根据需求定制
技术支持:cnwbgg.com
首页
交谈




 扫一扫
扫一扫













