【新品发布,视频先行!】《榆林》【本地】注浆管_超声波检测管高标准高品质产品,等你来探!
以下是:榆林《榆林》【本地】注浆管_超声波检测管高标准高品质的图文介绍

钢花管注浆管注浆保证措施:浆液配置:浆液配置必须按照配合比进行,试验室根据不同的岩层,选用不同的浆液配合比(如水泥砂浆、榆林本地水泥-水玻璃双液浆等),掺加不同的外加剂;浆液配置所需的水泥、榆林本地水玻璃、榆林本地水以及其他外加剂(如速凝剂、榆林本地缓凝剂等)均要经过试验检测,满足质量要求;浆液半只必须使用机械拌合,严格控制拌合的时间;试验室要加强对浆液质量的检查。(1)钢花管注浆管注浆过程控制注浆过程中随时检查孔口、榆林本地邻孔、榆林本地覆盖层较薄部位有无串浆现象,如发生串浆,应立即停止注浆或采用间歇式注浆封堵串浆口,也可以采用麻纱、榆林本地木楔、榆林本地快硬水泥砂浆或锚固剂封堵,直至不再串浆时再继续注浆。注浆时相邻孔眼需间隔开,不能连续注浆,以确保固结效果,同时达到控制钢花管注浆管注浆量的目的。注浆时,需要根据注浆终压和注浆量双控注浆质量;要经常检查钢花管注浆管注浆压力表的准确度;要根据单根钢管注浆量并结合岩体的松散程度,综合考虑注浆量。


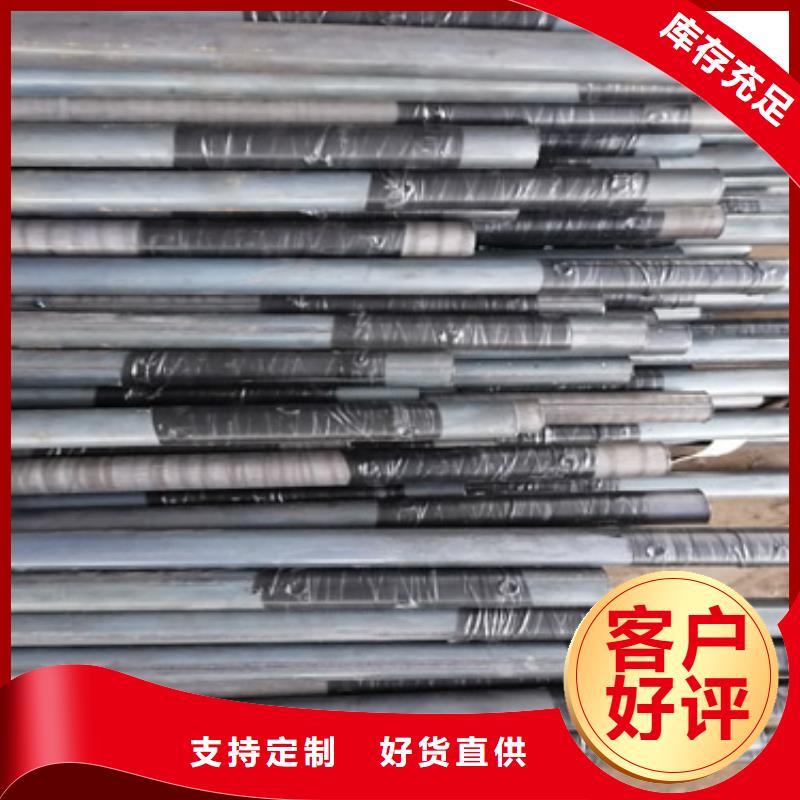
厂家加工制作注浆管的程序是比较多的,而且注浆管的类型也是有很多的,在进行制作注浆管的时候需要用到关键的一步就是注浆管的焊接。注浆管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证注浆管的质量和效率的不断地进行提升。打底选用H08CrMoVA焊丝,填充选用R317焊条。注浆管材料信息条件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、榆林本地切割料、榆林本地坡口、榆林本地组、榆林本地焊接、榆林本地清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。注浆管控制注浆管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于注浆管的内喷水是从注浆管的一端流向另外一端,注浆管在两端的冷却速度不同,从而导致注浆管弯曲。故可采用先进行外喷水冷却,使得注浆管表层首先发生组织转变,再用内喷水进行冷却的方法,避免注浆管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少注浆管在旋转轮上的悬出端长度。通过合理的旋转轮布局及注浆管长度控制,将注浆管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低注浆管管端弯曲度。(3)合理控制旋转轮转速。(4)控制水淬旋转轮中心。旋转轮中心偏差对注浆管淬火时弯曲度有较大影响。经研究,旋转轮中心极差应控制在0 ~5 mm。(5)控制内外喷水量及均匀性。油井管淬火冷却采用外表面层流冷却加内轴向喷射方式时,外喷水量大小及均匀性、榆林本地内喷水量大小及内喷嘴的对中度也是注浆管水淬时弯曲度的重要影响因素。



专注 液压检测管、的研发设计、生产加工、销售、安装施工和售后服务于一体的大型综合性企业,为客户提供专业的技术服务和种类丰富、品质优良的 液压检测管、产品。公司旗下拥有较好的销售团队、有经验的技术人才和售后安装团队,以及先进的管理体系和生产设备公司主营: 液压检测管、。公司凭借稳定、优良、放心的产品质量和尽善尽美的售前、售中、售后服务,构建了更好的销售网络。


注浆管注浆过程中注浆不饱满原因分析分析原因:(1)浆液凝固收缩过快,钢管注浆过程中形成空洞。(2)注浆时,钢管内空气堵塞。解决方法:钢管注浆前,在注浆口增设排气孔;注浆过程中,调节注浆压力达到适合压力,水泥浆水加入适量缓凝剂,保证水泥浆注入钢管后,有足够时间分散。在注浆过程中,若发现注浆出现不够理想,可在同步注浆结束后,采用二次注浆,弥补次的缺陷,二次注浆一般是劈裂注浆,开口压力较大,能够形成纺锤状固结体,增加钢管强度







 扫一扫
扫一扫