无论您是初次接触还是已经熟悉,我们的怀化 本地 不锈钢板加工-管材激光切割机甄选好厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:怀化 本地 不锈钢板加工-管材激光切割机甄选好厂家的图文介绍


通过工业生产者格指数来看,下降的行业占了大半壁江山,其不可没的则是以钢铁为代表的产业链的整体下滑,看来曾经的辉煌终究掩盖不了现在的落寞,我们的不锈钢板行业已经开始和二并驾齐驱,成了国内关键经济指数的重要影响成员了。 没错!睁大你的双眼,CPI真的回到了1时代了!!其下跌幅度令人咂舌,不过也基本在预料之中,也许你反应是不是猪在捣乱,其实不然,CPI和PPI的深度回落的深层原因是经济的整体回调。今日,现货304不锈钢板价格涨势延续,建材强劲,板材稳为主,依旧有下跌现象。 社会库存大降,但销售商忧虑情绪不减。值得注意的是,当前国内31个主要城市和港口的不锈钢板市场社会库存量并不高,仅为107万吨摆布,同比降幅到达30%以上。为何贸易商手持的中厚板资本量出现大幅降低呢事实上,当前手持资本不能有效地质押,而面对接连阴跌的不锈钢板价格,具有库存意味着财物贬值,因而假如不是出于正常的出售需要,销售商一般都不会有意添加库存量。 与此同时,的库存压力却在添加。据了解,现已设有厂提资本库,直接参与现货出售环节,而钢厂在面对资本回款压力时通常贬价起伏要大于经销商群体的报价跌幅。下游需要难以上升。不可否认,本年国内造船职业的复苏势头较好,可是造船业的订单许多都是直接对应钢厂的,一些以市场现货出接到的船板订单并没有明显添加。



今日304不锈钢板价格弱稳为主,市场出货情况仍不温不火,商家张望心态较为稠密。主要是受需要低迷及全体成交较差影响,且接近月底,商家回款需要逐步进步,资金面又显严重,后期价抛货可能性添加。钢厂调价上调,然经济数据不大乐观,不过原料行情根本不变,钢市心态亦未见明显动摇。 估计304不锈钢板价格弱稳张望为主。今日出炉的国内经济数据不大乐观,市场经济增速创近5年半新低,另外市场亦不大好,伦镍价格将面临两面夹击,下跌趋势难以转变,跌破15000关口或是事实。预计,明日国内不锈钢价格继续偏弱运行。 304不锈钢板价格虽然继续上行,但是实际有所转弱,主要是在成交上,出现了较为明显的,让大家多有种报价现已涨到止境的感觉。此外,钢厂结算方针的时刻日益临近,在经过了近几日的大幅拉涨以后,市场也存在盘整的必要,并且当时报价现已抵达或超越钢厂的限价水平,拉涨的动能也随之削弱。 从上星期五开端,有些安阳贸易商反映成交逐步受阻,为加快出货速度,虽然上星期日安钢小幅上调,但昨天商家小幅降价出售,归纳来看,受成交趋弱影响,估计今天省内不锈钢板价格或全体平稳,一起不扫除有些标准存在能够。


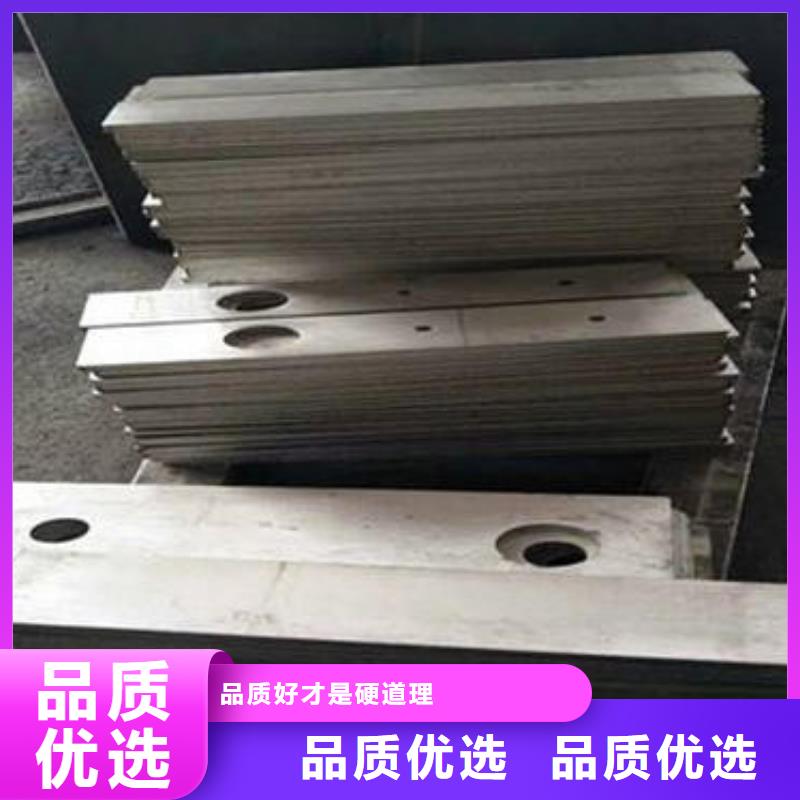
建厂以来,中工金属材料有限公司十分重视人才培养与科技进步,先后与六家大专院校和科研机构建立了长期技术合作关系,旨在不断提高 怀化不锈钢板加工、产品科技含量,增强企业发展后劲。我们十分重视 怀化不锈钢板加工、产品的升级换代和新产品开发。面对激烈的市场竞争,企业始终坚持“质量保证、用户至上”的宗旨,确保以高质量的 怀化不锈钢板加工、产品、周到的服务、及时的交货、合理的价格赢得用户的信赖。



一般来说,304系列不锈钢在单次擦洗后可以形成良好的效果。由于这种加工设备成本低,操作简单,加工成本低,并且被广泛使用,因此它成为加工中心的必要设备。因此,大多数加工中心可以提供带有细丝和的打磨板,其中304钢占80%以上。 8K加工在8K加工中,304系列不锈钢明显优于200系列不锈钢。对2B冷轧表面进行8K研磨,通常在一次加工后实现镜面效果。目前,采用和氧化铁红的8K磨削工艺价格低廉,价值设备本身成本低,整体磨削成本低,广泛推广。 从2011年至今,无锡不锈钢板厂在亏损之路上越走越远,亏损金额也不断放大。通过巨额财政补贴、管理层集体换血、不断变卖股权资产仍然未能改变亏损的局面,企业还将徘徊在被ST的边缘。天长地久有时尽,前期积累下来的资产经不起的挥霍,如果未来在扭亏的路上仍无建树,无锡不锈钢板厂将成为下一个倒下的巨人。 不止国内方面好消息不断,在出口方面,今年不锈钢板出口数据也是相当给力的。据了解,本年来钢材出口大幅回暖,出口占总产量份额到达7.7%,而上一年全年占比约为5.8%。也就是说,本年钢产量的增加有相当大一部分被市场消化,而且价格十分低价,竞争力较强。


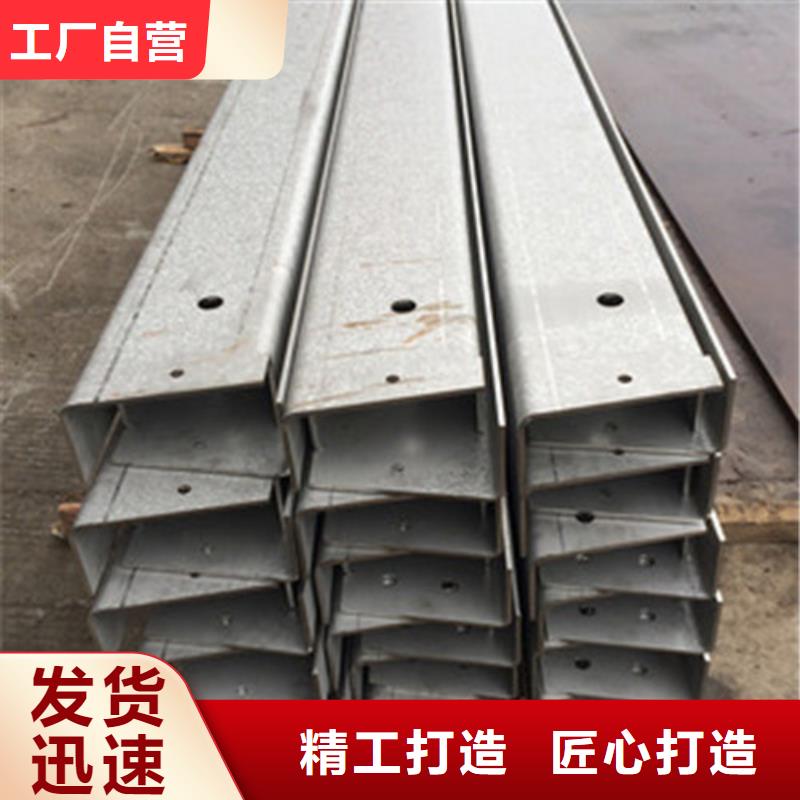
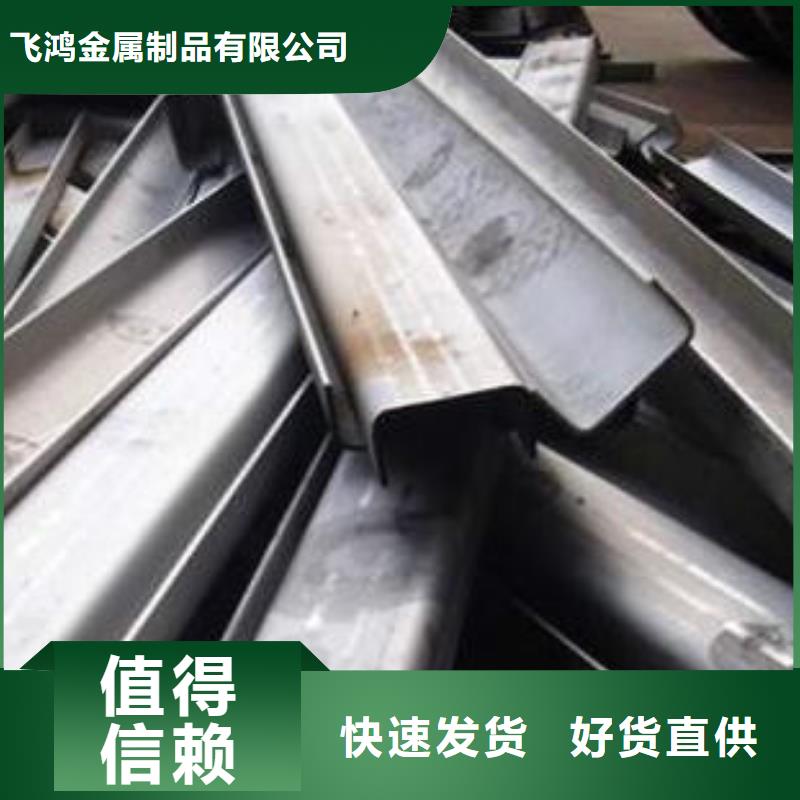
四、灵活性:选择贴鱼头保护膜,进货自由不被动,A不好合作,我可以选择B,B缺货,我可以从C调货。工程制品外观永远统一,经销商进货自由采购,厂家批发满足更多客户。选择通用,调备自由。以上就是为大家讲解的不锈钢板选择贴鱼头膜的优势,希望本次的内容可以帮助到大家,想要了解更多关于不锈钢板的相关信息可以我们。 不锈钢板拘束度较小在焊接过程中受到局部加热、冷却作用形成了不均匀的加热、冷却焊件会产生不均匀的应力和应变焊缝的纵向缩短对薄板边缘的压力超过一定值时即会产生较严重的波浪式变形影响工件的外形质量。那么不锈钢板焊接时烧穿、变形的解决措施有哪些呢。 严格控制焊接接头上的热输入量选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);通常对薄板焊接一般采用较小的喷嘴,但我们建议尽量采用大的喷嘴直径,这样使焊接时的焊缝保护面大一些,能有效且较长时间隔绝空气,使焊缝形成较好的抗氧化能力强。 用1.5铈钨极棒,磨削的尖度要更尖,且使钨极棒伸出喷嘴的长度应尽量长些,这样会使母材更快的熔化,也就是说熔化温度上升更快,温度会更集中,能使我们对需要熔化的位置尽可能快的熔化,且不会让更多的母才温度上升,这样使材料的内应力发生变化的区域变小,终也使材料的变形也会。





 扫一扫
扫一扫